
Insta-Blak 333 is an immersion/swab on black oxide solution that results in a smooth, no-smut satin black finish on tools and architectural surfaces. One gallon of Insta-Blak 333 concentrate can coat approximately 400–500 sq. ft. of metal parts.
Watch our Insta-Black 333 in action in this awesome DIY video, compliments to Hagerty of Traverse City, MI!
PLEASE NOTE: Orders ship within 3 business days.
Due to the hazardous nature of this product, we are not able to expedite it.

Corrosive

Health Hazard
How to Use Insta-Blak 333
Insta-Blak 333 is a black-oxide process designed to make in-house blackening simpler, faster, and more effective while still achieving an aesthetically pleasing black finish.
Use Insta-Blak 333 to:
- Coat metal items with a glossy, grey-black finish
- Blacken metal parts at room temperature in only 1–5 minutes
- Achieve clean, smut-free finishes and dimensional stability
- Reduce heating and energy costs
- Avoid hazardous caustic fume
- Blacken cold- and hot-rolled steels, cast iron, powdered metals, tool steels, and sterling silver
Getting Started
EPi offers trial kits, which include, 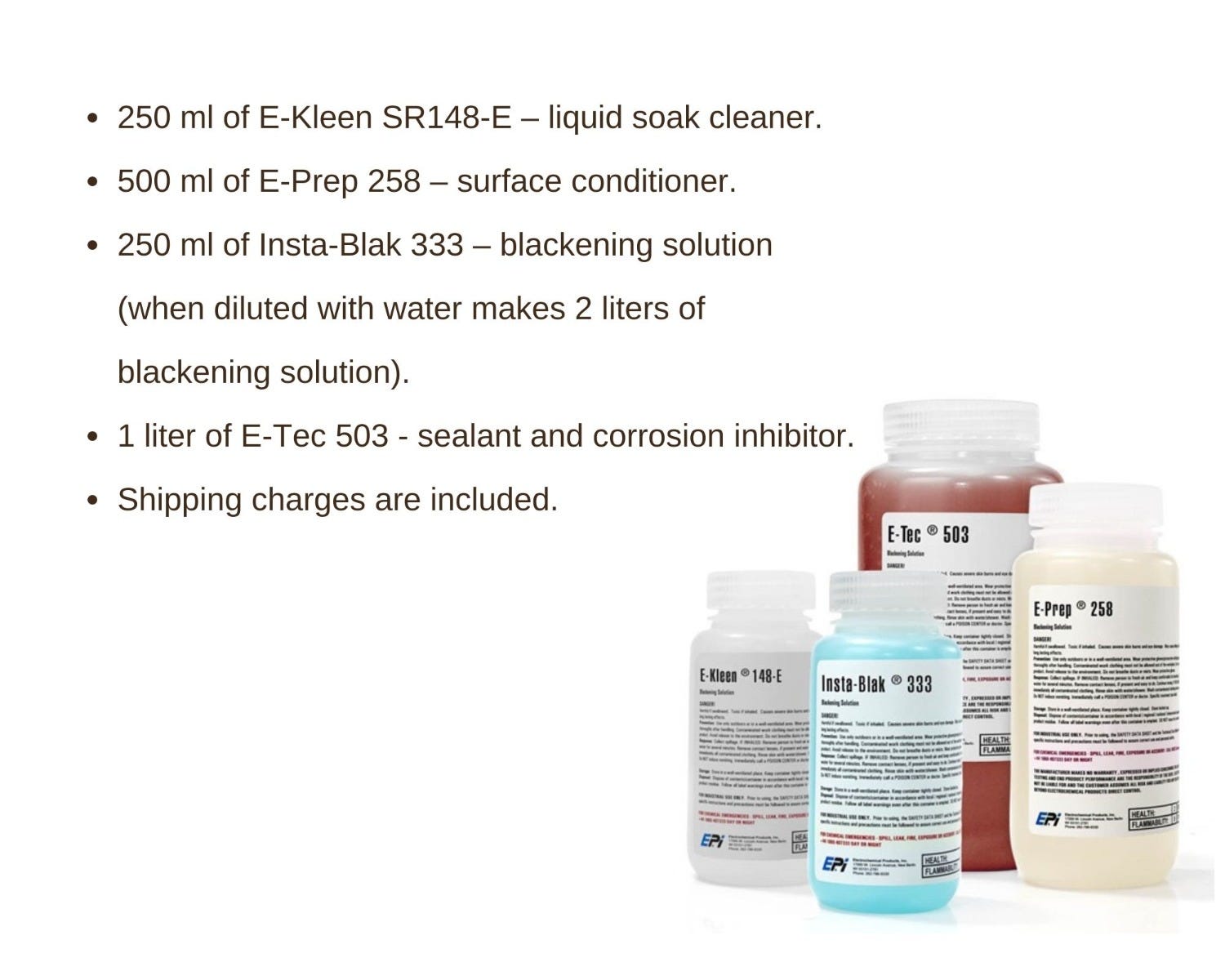 and short-run production kits for short-term projects.
and short-run production kits for short-term projects.



